When Steve Knowles founded Newport CNC over ten years ago, like many start-ups, Steve bought his first machine and worked evenings and weekends in his new venture whilst keeping the day job. Steve’s first port of call was to buy a HAAS VF4SS and use high-end cutting tools from Tamworth based Industrial Tooling Corporation (ITC).
Building its early success in the high-end automotive and aftermarket industries, Newport CNC is now entering its eleventh year of business and the company has celebrated this with several investments. Before the COVID-19 pandemic, Newport CNC had planned to move into a new factory and purchase its fifth HAAS machine, a ST20Y turning centre. The subsequent shutdown created several obstacles, but the five-employee business has now moved into its new 4,700sq/ft facility and installed its HAAS turning centre.
Commenting upon the challenge, Managing Director Steve Knowles says: “Our new facility is three times the size of the previous site and the HAAS machine is the first turning centre we have installed. Despite the challenges of the pandemic, we are confident that our new machine and the new facility are a bedrock for us to build an even stronger business in the future.”
One of the bedrocks of the business from day one has been the high-quality cutting tools from ITC and alluding to this, Steve continues: “I have used ITC cutting tools for over 20 years and they have never let me down. When I started this business, my first port of call was Gary Bambrick at ITC. More than 80% of our work is aluminium machining and the solid carbide aluminium cutters from ITC are beyond compare. I have had sales reps from virtually every tooling company trialling tools down the years and none of them can match the tool life, productivity, surface finishes and overall performance of the ITC aluminium range. Over 80% of our cutting tools are now supplied by ITC and we have little interest in wasting time trialling alternate tools; time has proven that we are already applying the best tools available for our business.”
The Milton Keynes Company typifies subcontract manufacturing by serving the aerospace, electronics, medical, motorsport and automotive sectors, manufacturing everything from commercial airline seats and high-end bespoke automotive work through to participating in the recent Ventilator Challenge. With 3, 4 and 5-axis machining as well as Y-axis turning capability, Newport CNC is well equipped to meet the demands of the industry. With 75% of the company’s work revolving around aluminium machining and the remaining 25% being a mixture of titanium alloys, plastics and stainless steel, ITC has been instrumental in the tooling strategies adopted by Newport CNC.
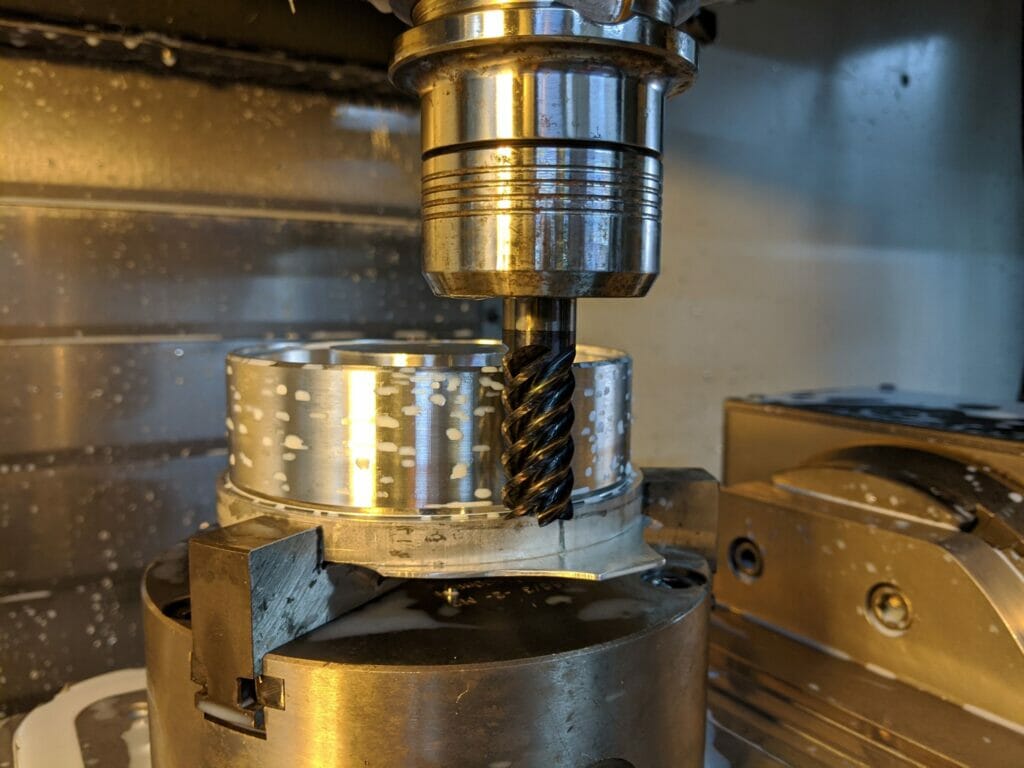
For a number of years, the ITC 3081 Series of solid carbide end mills for aluminium has been the go-to cutter. As Steve says: “We started with several ITC solid carbide end mills, but we found our sweet spot with the 3081 Series for high-feed machining, it has been a revelation for our business. The metal removal rates are beyond compare and when it comes to finish machining, the surface finishes are outstanding. We are using these end mills for everything from high removal roughing through the pocketing, profiling and finishing.” With such a glowing reference for the 3081 Series, Newport CNC now uses the range with diameters that include 3, 5, 6, 10, 12, 16 and 20mm with a selection of square-end and corner radii from 0.5 to 3mm.
As the company has evolved, so has its reliance on the wide range of high-quality ITC products. The company has subsequently adopted the Britcut Series of two and four flute end mills in diameters of 4, 6, and 10mm. With centre cutting, a facet relief and a 30-degree helix, Newport CNC has opted for the TiAlN coated option for machining a complete variety of material types. The success of both the 3081 Series and the Britcut range has since paved the way for the introduction of the 3152 3-flute short length AlTiN coated end mills, the 2112 and 2012 Series of ball nose end mills for profiling and also the 4071 Series of chamfer tools.
ITC has been a longstanding distributor of Widia solid carbide end mills that have been a perfect complement to the UK manufactured ITC range of products, so when the Tamworth cutting tool experts widened its scope by adding the Widia indexable tools to its armoury, Newport CNC trialled the Widia VSM11 high feed 40mm diameter face mill. Comparing the Widia VSM11 against an industry-leading manufacturer, the VSM11 outperformed the competitor with a tool life improvement of 30% and a productivity increase of 40%, all whilst reducing the cost-per-insert against the previous tool. The Milton Keynes business has since added the VSM11 80mm diameter face mill to its inventory list.
ITC Caters for All Scenarios
As a relatively small subcontract machine shop that serves a multitude of industry sectors, Newport CNC can never second guess what type of work will be coming through the door next. Referring to this, Steve says: “We have a standardised tooling strategy on each of our machining centres. Each machine has a 24-tool capacity and the first 10 positions are standardised across all machines. The first tools will be the 80mm and 40mm Widia VSM11 face mill cutters, we can change the inserts from the XDCT aluminium grade and geometry to the XDPT steel insert designation in a matter of minutes and this prepares us for rough machining and facing every job that comes through the door, regardless of whether its aluminium, steel, stainless or heat resistant alloys. It also keeps our inventory and costs to a manageable level.”
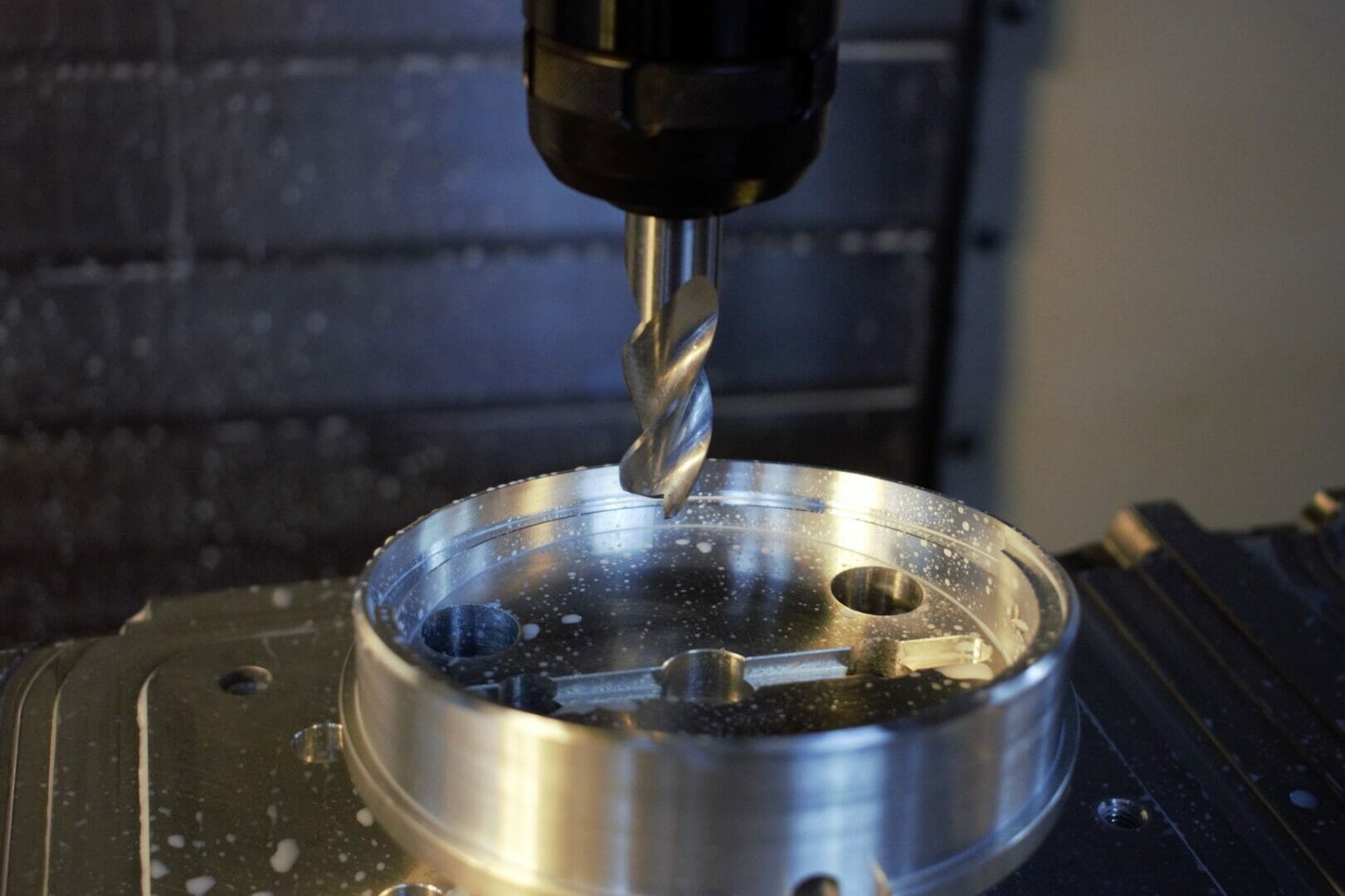
“Positions three through to 10 will be ITC solid carbide end mills. Once again, the 3081 Series plays a prominent role with a 16mm diameter end mill with a 1mm rad slotting into position three with tool positions 4, 5 and 6 also being 3081 Series end mills in diameters reducing from 10mm to 3mm. The first six positions give us complete flexibility for everything from high-feed roughing and facing down to slotting and finishing. In our other prominent tooling positions, we will have 3 and 6mm ball nose tools that support all our needs when it comes to intricate machining, profiling and finishing of precision features. Beyond these positions, we will have a spot drill, chamfer tool and a couple of standard tap sizes, which leaves many carousel positions free. We can rapidly fill these positions if new jobs with challenging features or material types arrive. This strategy allows us to standardise our tool positions and overhang lengths whilst giving the staff familiarity with the system. This streamlines our programming and setups and we can thank ITC for having an extremely diverse range of high-quality tools that can support our business regardless of what comes through the door.”