Two measurements improve flatness by a factor of ten and reach almost no loss of material
With UMS PRO, Ungerer introduces a system for unflatness measurement of strip steel that combines the
commonly used high tension and low-tension measurement methods. In conjunction with a high-speed
controller, users obtain considerably improved coil flatness (by a factor of ten) after the stretch-bend-levelling
unit (SBL). The measuring system can be easily retrofitted on almost all existing stretch-bend-levelling lines,
even those from other manufacturers.
Low-tension or high-tension? Up till now, this has been the question that strip metal manufacturers have had
to ask themselves when planning the purchase of a Stretch-Bend-Levelling (SBL) line (Figure 1). These
machines produce a uniform flatness across the width of the coil. They equalize material and surface
tensions and align the metal fibers with the levellers in such a way that key parameters such as yield
strength and elongation can be optimally adjusted. The flat strips which are then wound into coils are must
meet these quality requirements before they can be used in highly demanding applications.
Prerequisite: Precise measurement, fast control
The prerequisite for best levelling results is firstly the measurement of the real strip’s unflatness after
levelling. Inventor of the actual levelling process, Ungerer is still an expert in SBL systems offering the
market a worldwide presence.
In the machines from Ungerer the unflatness measurements are firstly made immediately at the leveller’s
output with a rubberized roll made of high stiffness material with integrated piezo pressure sensors (high-
tension method, see Figure. 2), The second flatness measurement of the strip is made at very low tension by
a pull-down measurement roller as it comes out of the machine (low-tension measurement; Figure 3). In
order to achieve a real time closed loop control, the sensors send their measurement results wirelessly via a
PCM transmitter both to the PLC and to the UMS Pro controller specially developed for this application,
which calculate and immediately send back the setpoint values to the leveller.
Low Tension: Good measurement results, long dead zone
The low-tension measurement takes place at the end of the process, after the coil has been unwound.
Because the strip is then no longer under high tension, this measurement -called the pull-down
measurement- delivers very precise results with a control accuracy of approx. 99%.
However, the measuring point here is 20 to 25 meters (on the strip path) behind the levelling zone, so a long
dead zone must be considered. If we include the distance required for adjustment, there are always about 50
meters which lack the desired or required flatness, because the first feedback and the flatness measurement
only take place after approx. 25 meters and the feedback from the second controller only reaches the pull-
down roller after a further 25 meters. It can therefore be assumed that the strip of each coil is flat over a
length of approx. 50 meters but does not lie within the tolerance range of 99% accuracy. This value is only
reliably achieved when the leveller has accurately adjusted to the unflatness of the incoming material.
High-Tension: Fast action, inaccurate results
On the other hand, high tension measurement takes place almost immediately at the leveller’s output.
Adjustment takes place quickly accordingly, and so, the loss of strip is really minimal. Since the strip is under
high-tension, the results of the measurement and consequently of the levelling are not as accurate as with
the low-tension measurement. It nevertheless achieves a control accuracy of approx. 95% immediately after
the leveller unit.
Ungerer’s UMS PRO : an exclusive benefits from the advantages of both measurement systems
Thus, both measuring positions and methods offers advantages and disadvantages. The target of the
Ungerer’s developers has been then to enhance and keep the advantages of both methods: the minimal strip
loss from the high-tension measurement, and the maximum accuracy from the low-tension measurement.
This goal was achieved by the combination of both methods and has been recently set to the market under
the name UMS Pro. The measurement systems of both rolls (which are configured as master and slave)
send their data to the central controller, which enables the parameters sending to the leveller in closed loop
mode at high computing speed and which ensure that the strip is accurately stretched accordingly.
This brand new joint data evaluation allows the user to get the best of both methods without having to accept
their respective disadvantages. In addition, if one of the two rollers is under maintenance, it is still possible to
operate the machine.
This means that any lost production time for maintenance of the flatness measurement and control system is
virtually eliminated. Ungerer’s UMS Pro controller is the only one in the world that controls both systems,
creating a flatness measurement system which is at the same time highly efficient and highly available.
Result: Flatness improvement by a factor of ten and measurement that is twice as fast
The improvement that this double measurement brings can be expressed in numbers. By measuring after
the leveller, a flatness of 95 to 96% is already achieved, after the pull-down, it is 99%. The result is coils that
are exactly flat and can be machined precisely. For example, it meets the requirements of manufacturers of
premium smartphones who manufacture from the coils mobile phone housings and their components, such
as slots for SIM cards.
Cooperation between two experts
The innovation of UMS PRO lies, on the one hand, in the idea of combining both measuring methods and,
on the other hand, in jointly evaluating the data from both sensor systems. In this demanding task, Ungerer
(a specialist in pull-down systems) worked together with BFI, the research institute of the Steel Institute
VDEH and expert for pull-up measurements. Among other things, BFI has developed the controller that
evaluates the results of both measurements, correlates them and determines the corresponding control
parameters on this basis.
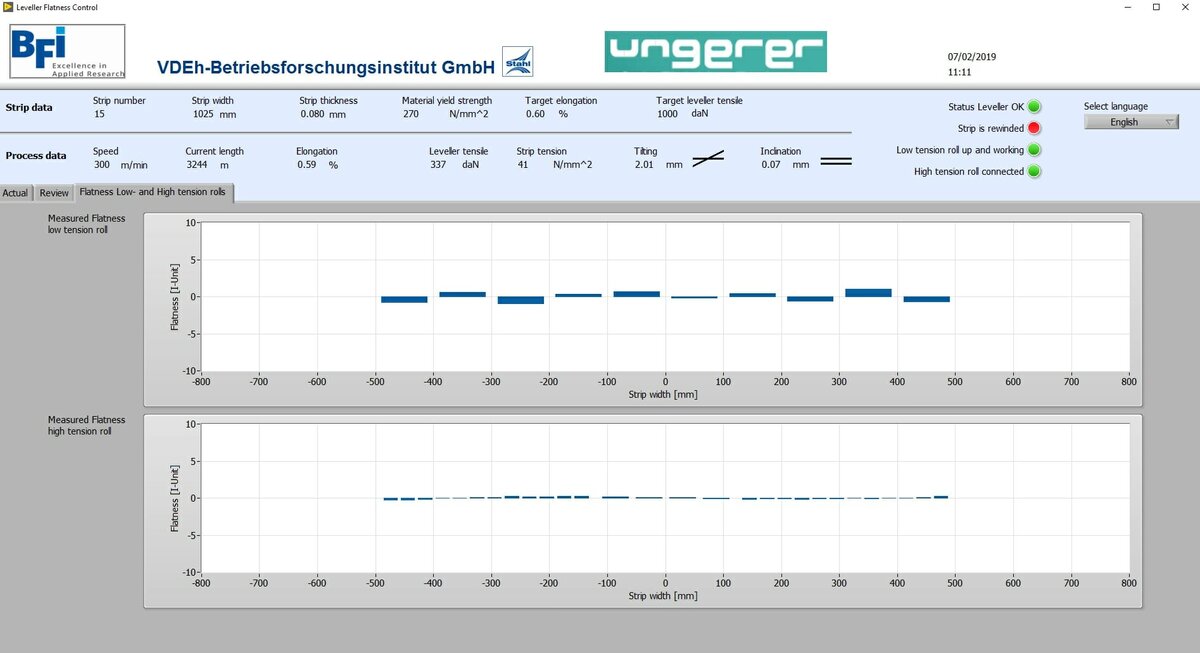
Also new is that measurement results are displayed in Windows 10 with Labview. The measurement report is
available among other options as a “waterfall diagram” which shows exactly the flatness over the width and
length of the coil and displays the results of both measurements to the operator at the same time. The
picture shows the measurement report at one of the world’s leading manufacturers of stainless-steel thin
strip. After the SBL process with UMS PRO, the 1550 mm wide strip achieves far greater flatness than in a
rolling mill, which for physical reasons cannot be obtained with pure cold rolling (Figure 3).
Simple retrofitting of existing equipment
The UMS PRO system can of course be used in all new SBL systems from Ungerer and other suppliers.
However, it’s noticeable that it is also highly suitable for retrofitting on existing systems. From the mechanical
side, it’s clear that to replace only one roller in the stretching block with a sensing roller is enough to achieve
the requested result.
ROI dependent on material value
The new double measurement technology of coils flatness has already been integrated by Ungerer in several
SBL lines, both in existing, and in new lines in China, Korea, and Italy, among others. It has been proven in
practice that it has then shown to result in the production of higher quality coils with lower material loss. The
higher the price per kilogram of the material, the quicker the measuring process pays for itself.
Ungerer has developed a calculator that allows to quickly and easily estimate the “Return on Investment” for
UMS PRO. As a rule of thumb, you can say: with thin stainless steel, the investment in the measuring system
pays for itself after around three years. For copper coils it is as low as one year, and for titanium the payback
period is even shorter.
www.ungerer.com