
Liquid gaskets are an established way of sealing electronic devices, ensuring they are fully protected — even at the join — from water, pressure, vibration or contaminants. They can overcome many of the assembly challenges associated with other gasket options, and the application process is easy to automate, reduces inventory requirements and eliminates tooling costs. Here Matthew Baseley, Technical Sales Executive at adhesives and dispensing equipment specialist Intertronics, discusses the considerations when developing a liquid gasket process.
The engineering of effective sealing technology can be a challenging task. To seal electronic products, manufacturers have used preformed, moulded or pre-punched gaskets, or the installation of elastomeric strip profiles or self-adhesive foams, all of which have clear downsides.
Market drivers for change
Currently, automation is a key driver in many manufacturing businesses. UK industrial robot sales are continuing to rise — in 2020 they were up 7.5% on the previous year, according to a recent study by BARA. In Q4 of 2020, robot sales were up 52% on the previous two quarters, so it seems this trend is showing no signs of slowing down. But, gasket processes that involve laying a strip of pre-formed material into a groove are performed by hand and require a high level of dexterity. The process is difficult and expensive to automate, and it remains a time-consuming manual process. Because it is much easier to automate a liquid gasket process, the heightened interest in robotics is driving manufacturers to consider liquid gasketing approaches.
Another approach is stamping gaskets from sheet material, which requires a tool for each part. If the manufacturer has several designs, it requires several tools. Should a new gasket design be required, it will add a lead time, as well as a cost, while the tool is manufactured. If the company is ordering stamped gaskets from a third-party supplier, it adds additional lead time while the part is shipped. Manufacturers using this approach typically store a large, costly inventory of gaskets of different shapes and sizes, to ensure product is on hand.
Switching to liquid
Compared with preformed gasket assembly processes, liquid gasket processes require lower tooling costs, save time, reduce inventory costs and offer more design flexibility. Liquid gaskets can easily accommodate component design changes and part variation without additional development costs — should a new gasket design be needed, it is a simple case of reprogramming a robot.
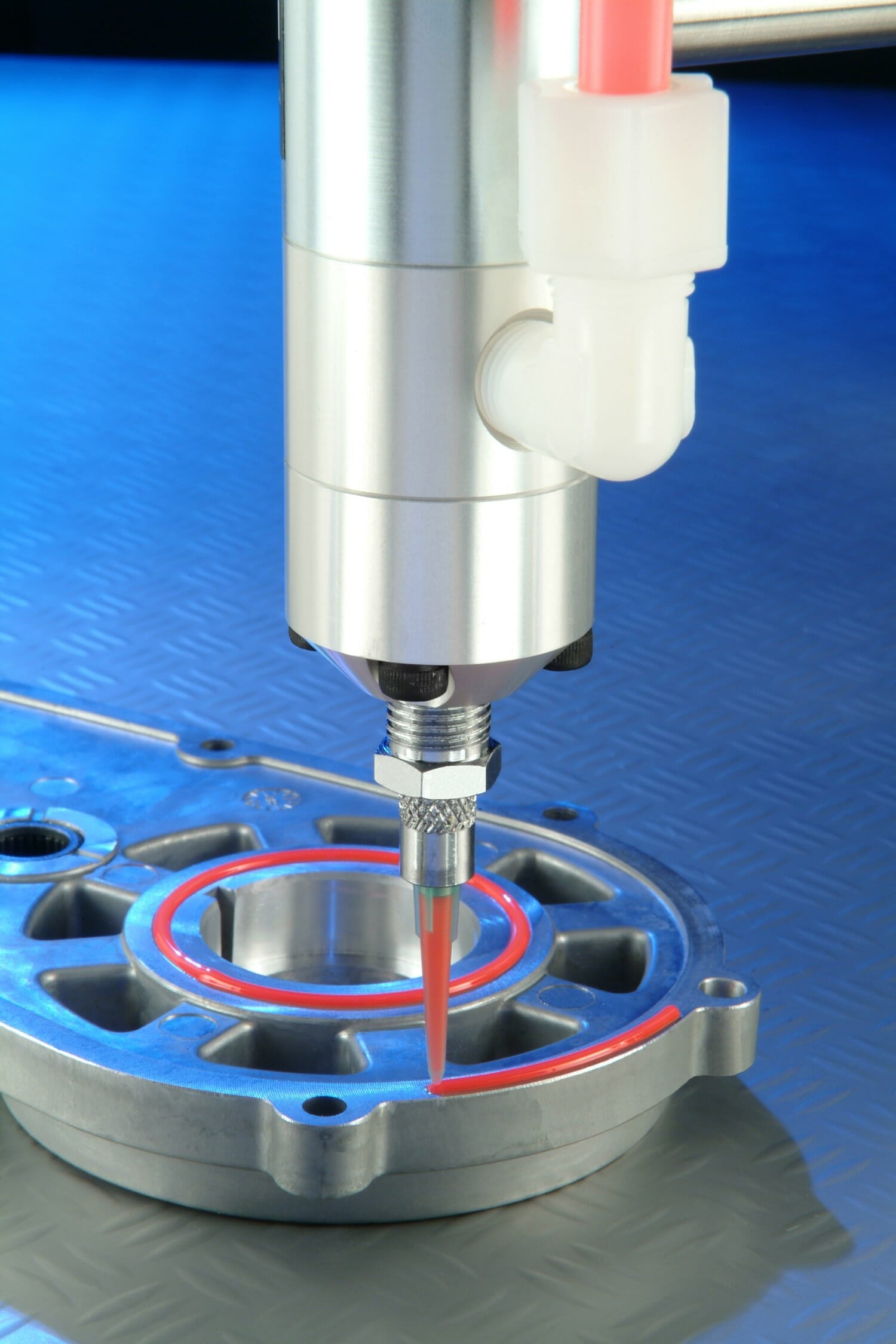
Liquid gaskets are already used in automotive, mobile device, lighting, electrical device, HVAC, energy and industrial hardware applications. To apply a liquid gasket, a bead of adhesive is dispensed onto a part and then cured to form a soft seal. There are two main types of liquid gasket, cure-in-place (CIP) and form-in-place (FIP). In CIP gasket production, the compound is dispensed onto one surface of the assembly and left to cure. Once cured, the assembly is typically mechanically fixed using fasteners, compressing the cured compound to form a seal. The alternative is form in place gaskets, where curing achieves both adhesion and a seal between two surfaces.
Building a process
An experienced adhesives supplier should be able to recommend some suitable materials to test, based on what you are sealing against, the environmental and temperature conditions your product will be subject to, and the length and width of the gasket and the throughput you would like to achieve. The compression characteristics of the material are important to understand in order to achieve a reliable seal.
If your application is suited to liquid gaskets, silicones are one of the more popular materials for this application; they are available both as single- and two-part products. Alternatively, manufacturers can test UV light curing materials or flexible two-part epoxies. Other options include foaming two-part polyurethanes, or anaerobic gasketing material if the substrates are metal. If the gasket is to provide EMC shielding in addition to sealing, the gasketing material can be provided with fillers to give the appropriate amount of conductivity.
Those looking to reduce cycle times may want to trial single-part UV curing materials, which offer instant on-demand curing to eliminate ovens, racking, stacking, and waiting for traditional CIP gaskets to cure. Able to seal intricate, complex configurations as well as flat surfaces or wide, shallow grooves, permanent UV CIP gaskets can eliminate the delay experienced with slow-curing resins and the design and inventory expense associated with pre-cut gaskets.
Once you have narrowed your material selection, you can then combine it with dispensing technology. FIP/CIP gaskets typically require precision dispensing, so our customers often opt for volumetric dispensing technology like the preeflow® eco-PEN, combined with a robot. There are usually several ways of automating the same application, so work with your supplier to find what is right for your process, both now and for future scale up. Some materials are more challenging and may require more specialist dispensing equipment e.g. foaming gaskets, or thermally conductive gasketing materials which can be quite abrasive.
Many of our customers have successfully used Fisnar benchtop robots, which can be readily programmed to perform the operation accurately and repeatably. The dispensing equipment is readily integrated with the robot, with materials fed either from cartridges or bulk packaging. When matched with RTV silicones or Dymax light-curing adhesives, Fisnar robots can achieve the accuracy required to meet the tolerances of the gasket design. Alongside this, your supplier can help point out areas of your process that may need to be adapted, for example refining work in progress needs to accommodate for curing materials.
If required, the robot can be combined with additional technology to improve results. For example, a vision system can be used in conjunction with fiducial markings to automatically adjust the dispensing location due to misalignment, therefore ensuring material is dispensed where required. A pressure sensor can provide real time data on air bubbles or material clogs, to reduce the risk of the final product including a void.
One successful customer example is Shot Scope Technologies, an Edinburgh based designer and manufacturer of wearable technology that helps golfers improve their game. The team approached us for an effective way to seal the back of a wearable device to the main body, to prevent ingress of water and dirt and deal with humidity. Stamping or preforming a gasket were deemed too challenging due to the thin gasket width, and manual dispensing of silicone was rejected as too challenging to do in a tidy and accurate way. Aware of the benefits of automation, the team approached us.
We proposed an automated dispensing system, consisting of an F5200N.1 gantry robot, 790HP-LF high pressure dispensing valve controlled by a SL101N digital liquid dispenser, and 310 ml dispensing cartridge holder for the material feed. The technology applies a single part RTV silicone acting as a FIP gasket. The customer now benefits from a faster manufacturing time, reduced labour costs, and a consistently high-quality result with no defects or wasted material.
Return on investment
Using liquid gaskets often reduces the cost per gasket when material and process costs are factored in, but this is balanced with the capital cost of equipment upfront and how it is amortised. Historically, the cost and physical size of robots was a constraint for SMEs looking to adopt liquid gaskets. However, robots are now available in bench-top size and for a modest price. It is useful to have the return on investment (ROI) conversation up front with your supplier to balance the financial aspect with the less tangible or indirect improvements to your process. In many cases, the overall cost and constraints of outsourcing, the lead times and the traceability benefits drive manufacturers to consider bringing gasketing in-house.
Changing a process should not be a leap of faith, but a well-considered decision taking into account the risks. It will help to choose a supplier that is a single source – who can supply the materials, dispensing technology, automation and integration. This will facilitate your evaluations and proof of concept, arand demonstrate cycle times and accuracy. They should also provide ongoing support to get your process up and running smoothly. It will be beneficial for your supplier to train you and your colleagues on the new technology, to ensure you achieve good return on investment and productivity enhancement.
Conclusion
Liquid gaskets eliminate many of the manual and time-consuming processes of preformed gaskets, as well as reduce inventory costs. The design and production flexibility, as well as the high-quality sealing make them an attractive option. The process can be automated in a way that delivers good return on investment, even for small batches.
Intertronics has years of experience supporting gasketing customers. We recently launched the archytas series of robotic integration, and our experienced team can integrate any of our products into a robotic enclosure, from any volume of packaging. For more information on gaskets, visit https://www.intertronics.co.uk/product-category/gaskets/.





