

The medical and pharmaceutical sector is an area of growth for CME, and when a manufacturer of Podiatry products required an enhanced and fully integrated solution to their product handling, assembly and packaging operations, CME was recommended by Allied Pharma Limited as the company that could deliver the innovative technology required for the application.
The company in question produces Phenol Swabs for use in the treatment of nail Matrixectom, a procedure where a portion of the nail is removed to help alleviate the pain or discomfort form an ingrown toenail. The procedure also helps to prevent the ingrown toenail from returning. The swabs are both effective and designed to be easy to use. The Phenol is contained within a small ampoule, with cotton bud applicator attached.

(The Phenol Swabs comprise of an Ampoule and Applicator)
The existing manufacturing process included a purpose built ampoule filling and capping machine to dose the ampoule with phenol then position the cap in order to seal the liquid within the ampoule. Once the ampoule had been dosed and sealed, the swabs were being inserted manually prior to the finished product being manually inserted into sachets.
The solution developed by CME allows the filled and capped ampoules to be removed from the existing filling machine, check weighed to ensure that the product is within specification, then delivered onto a bespoke servo driven indexing conveyor designed and manufactured by CME. As the conveyor indexes, a bowl feeder incorporated as part of the solution separates the swabs and delivers individual swabs ready for insertion into each ampoule. The assembled parts are then delivered to the entry of the sachet filling machine for final wrapping.
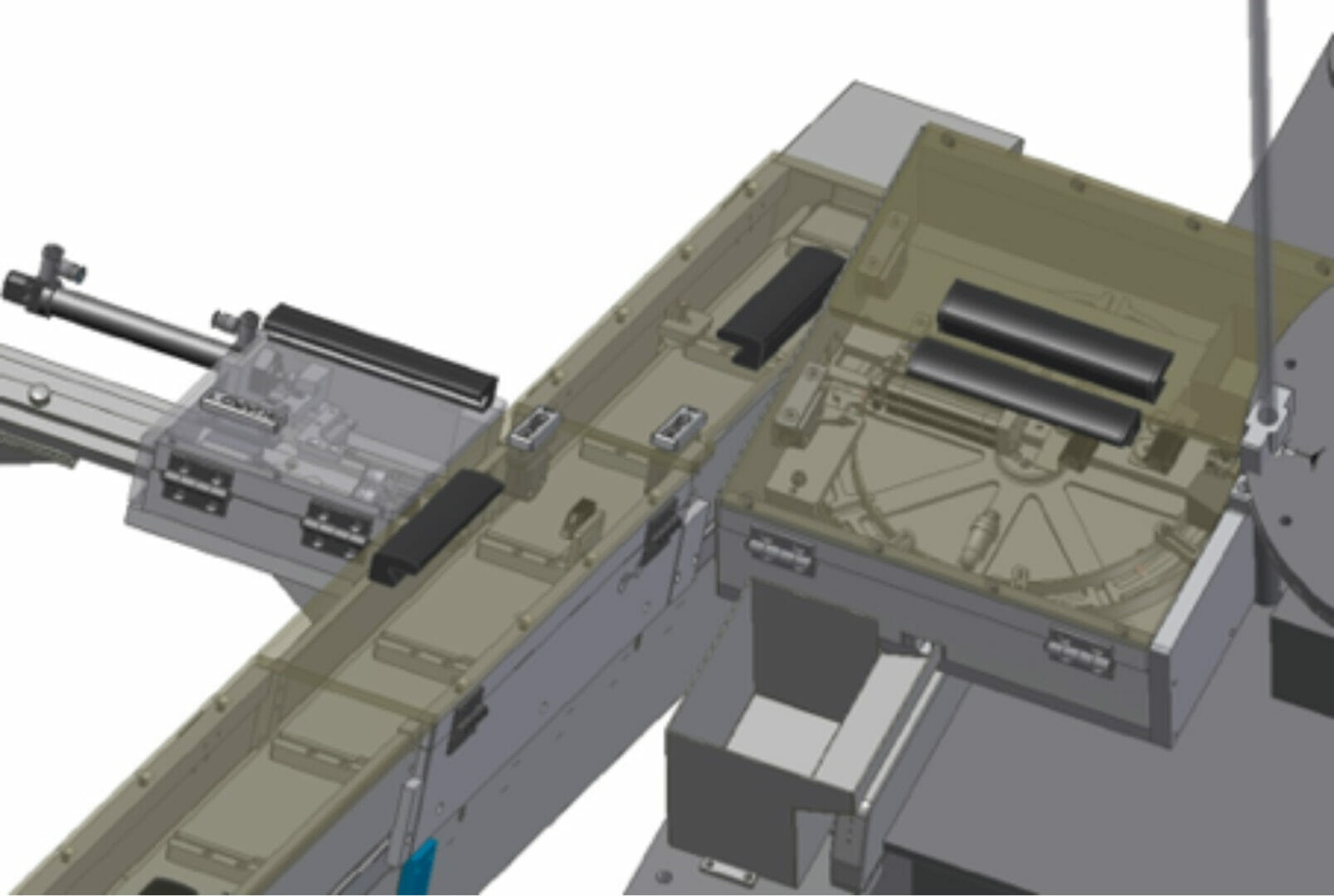
(CME’s solution separates the applicators before assembling them to the ampoule and transporting the final assemblies to the sachet machine)
When designing the indexing conveyor system, CME also took into account the pitch and design of the pockets in order to allow future similar sized products to be transported to the sachet machine, thus helping to future-proof the system.
The addition of this new automated link between the existing ampoule filling and capping machine and the sachet filling machine, not only provides a product transport system, but also eliminates the previous manual assembly operations. A further benefit is the enhanced quality control as a result of incorporating the check weighing station. The overall solution delivers labour and cost savings in addition to the benefits realised from the purchase of the new sachet machine.
The success of the working relationship between the parties involved in this application has resulted in CME and Allied Pharma Limited investigating new opportunities using the principles developed during this project. The ability to provide an assembly solution as well as transporting the final product into the next process is seen as a huge potential benefit to both new and existing customers.
Allied Pharma’s Product Manager commented: “We are delighted to have worked with CME on this project and value their customer focused approach. Their knowledge of bespoke machinery design is evident in the simplicity of the innovative design they have provided to feed the sachet machine. The creative solution allows the company to remove the manual element of product assembly whilst at the same time providing a quality checked product.”





