

Most advanced turning grade is the new champion for machining Nickel, Cobalt and Iron based metals for aerospace and beyond.
Kennametal has introduced its newest and most advanced turning grade, KCS10B, for nickel, cobalt and iron-based superalloys used in aerospace and other high temperature applications.
KCS10B, which features a revolutionary coating applied to an ultra-fine grain carbide substrate for superior layer adhesion, delivers up to 50% greater tool life, more predictable processes, and improved productivity when working with difficult to machine superalloys. KCS10B overcomes the most common challenges encountered in turning superalloys—cratering and depth-of-cut notching—two wear modes that often lead to unexpected and even catastrophic tool failure.
Special Sputtering
Robert Keilmann, senior global product manager for turning, explained that the secret behind the success of KCS10B is Kennametal’s proprietary High-Power Impulse Magnetron Sputtering (High-PIMS) technology. Rather than the light rain of droplets that fall on cutting tools during traditional PVD coating processes, High-PIMS generates a fine mist of AlTiN, building a series of “extremely thin, smooth, and wear-resistant layers.”
Beating wear
Metals such as Inconel 718 and Stellite 31 are notorious for causing rapid wear and unpredictable tool life, KCS10B is proven to reduce DOC notching and extend tool life from 3 minutes to upwards of 5 minutes in roughing operations. Tool life in finishing operations fares even better, with visible cratering and subsequent tool failure often delayed by a factor of two or three compared to competitive brands.
Positive and negative rake inserts are available, as well as various chip formers, edge preparations, and geometries, making KCS10B the ideal solution when turning iron-based (S1), cobalt-based (S2), or nickel-based (S3) alloys.
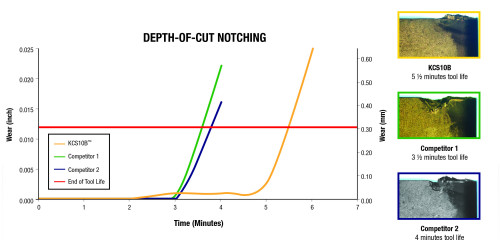
Inconel 718 (NiCr19FeNbMo DIN), 36-39 HRC, Continuous Cut, Flood Coolant.
Cutting Conditions: 61m/min (200 sfm) , 0,25mm/rpm (0.0096 ipr), 1,5mm doc (0.06” doc)Depth-of-cut notching and crater wear are far more manageable thanks to the super smooth coating and special edge-prep of inserts coated with KCS10B.
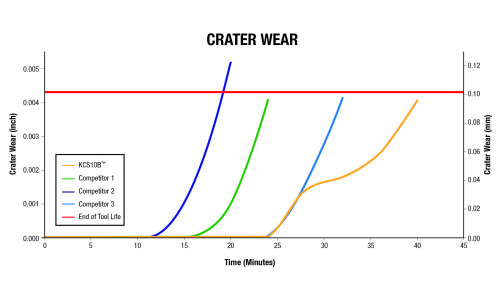
Inconel 718 (NiCr 19 FeNbMo DIN), 36-39 HRC, Continuous cut, Flood Coolant.
Cutting Conditions: 91 m/Min (300 sfm), 0,15 mm/rpm (0.006 ipr), 0,25 mm doc (0.01” doc)


