Two centuries and two industrial revolutions on from when they were first conceived, it is remarkable that many of today’s plants are still largely reliant on conveyor systems that have been mostly unchanged since the 19th century. In the age of robotic systems and automated guided vehicles, Stephen Hayes, managing director of Beckhoff UK, asks: is it not time for a revolution in materials handling?
Conveying systems embody the spirit of the industrial revolution. Offering an efficient means of getting products from point A to B, in a scalable way that could be automated, redefined the layout of factories and made mass production a possibility. But these systems are far from perfect. Over the years, several types of conveying systems have been introduced, each adjusted to overcome a limitation of traditional linear belt systems.
Yet there are several problems that arise time and time again. Conveying systems require frequent maintenance to ensure they are properly lubricated and functional, and contamination often poses an issue for manufacturers in sectors such as food, pharmaceutical and chemicals. This contamination is often due to raw ingredients being transported via the conveyor, but product spillages are also a common occurrence.
Then there’s the large footprint and rigidity of the conveying system itself, which can limit operational flexibility. Plant managers will no doubt be tired of hearing about the importance of flexibility, as it’s boasted as a benefit for everything from industrial robots to the latest connectivity-enabled piece of equipment. Despite this, we seldom see flexibility applied directly to the material handling system.
For example, we’ll often find picking robot units installed for moving products from one line to another, generally picking from a conveyor system. This symbiotic setup generally works for businesses, but requires high capital to invest in both systems. So, what if we could combine the precision and effectiveness of both pieces of equipment into one streamlined system?
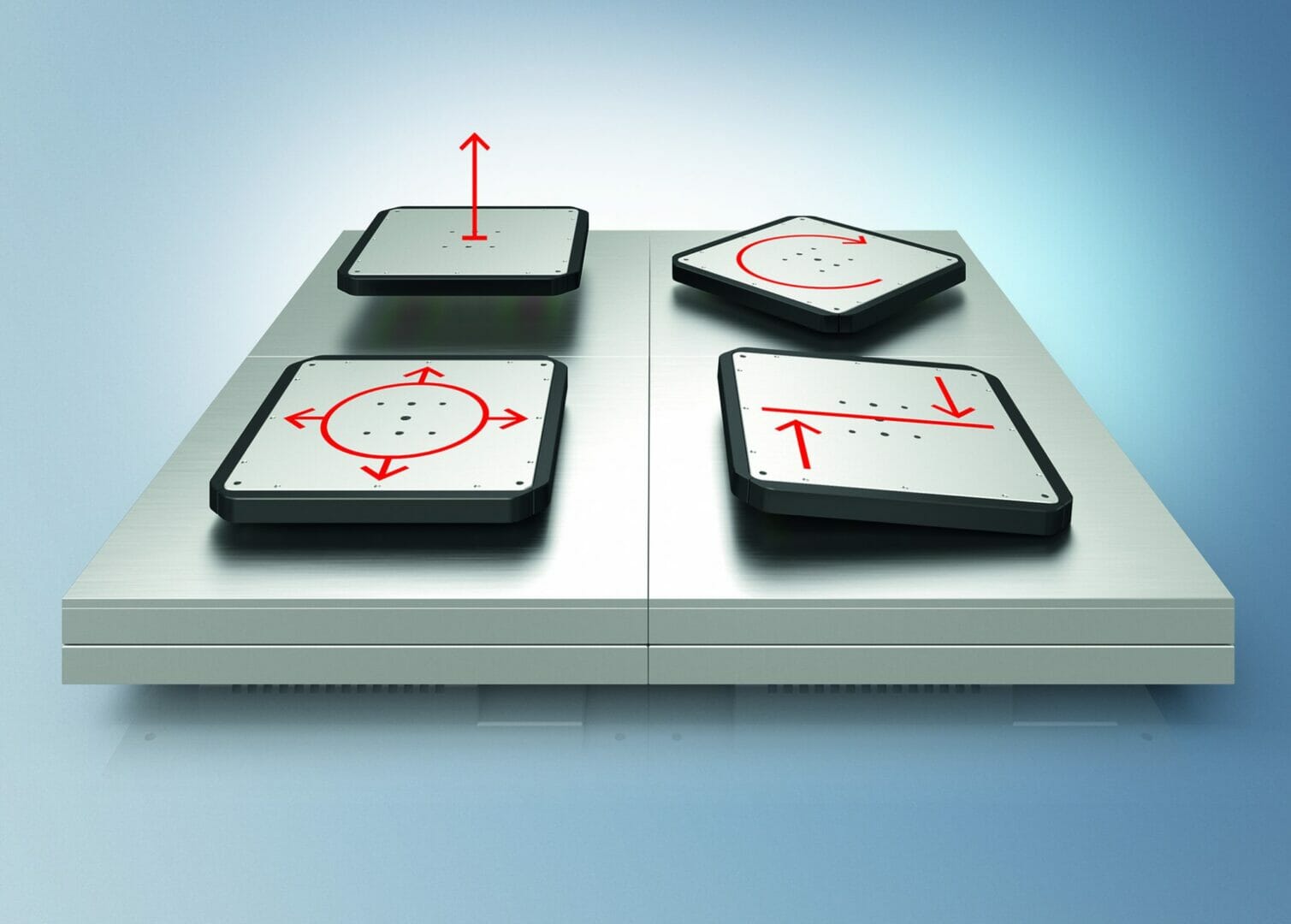
The answer to this is Beckhoff’s XPlanar planar motor system, a highly adaptable and scalable system consisting of planar movers magnetically suspended above planar tiles that can be arranged as required. This allows machine builders to create flexible systems that effectively meet operational requirements.
Each planar mover has six degrees of freedom and can be used vertically, horizontally and even upside down without ever coming into direct contact with the tiles due to permanent magnets. Even better, the movers can move jerk-free in two dimensions at up to four metres per second with 2 g of acceleration and with 50 micrometres of positioning repeatability.
Effectively, each planar mover can handle products quickly and efficiently, and washdown can be carried out without causing significant disruption to production. Likewise, the lack of contact between the movers and tiles means that there is no accelerated wear or transference of potential contaminants.
With the support of our TwinCAT automation software, the movers can be coordinated to operate without fear of collision. In fact, the system can be set up to use several movers in perfect synchronicity to transport heavier payloads. Also, with the flexible setup of the tiles, the transport system can incorporate buffer zones and priority fast-track lanes to accommodate for production congestion — something that conventional conveying systems would struggle to manage.
The modern industrial environment is far more complex than the factory floors of yesteryear, and the way that systems transport and handle products should reflect this. We might consider standard conveying systems to be the backbone of recent industrial revolutions, but its planar motor systems like XPlanar that will support the fourth industrial revolution and beyond.