
Fumed Silica has a bulk density of around 30g/l, and a surface area of sometimes hundreds of square metres per gram. It is used as a thickening agent in everything from gel batteries to non-drip paint, as a light-scattering agent in cosmetics and a toothpaste abrasive. However, a material as light as this presents significant difficulties in bulk measurement. After a number of failed attempts, including a leading radar system, Cabot Carbon in Barry turned to Pulsar’s non-contacting ultrasonic technology to monitor level in an 11m high silo.
For Cabot Carbon, accurate measurement of the level of the finished Fumed Silica product in the silo is very important for stock control and to check for tanker loads. They had tried a number of approaches to measure the contents, including radar, but all had failed because of the lightness and absorbency of the product. All non-contacting measurement methods rely on being able to bounce a signal back from a material surface and measure the time taken for it to reach a transducer. Whether that signal is a microwave or an acoustic pulse, the challenge is to supply a signal with enough energy, then discriminate that signal against a background of competing noise.
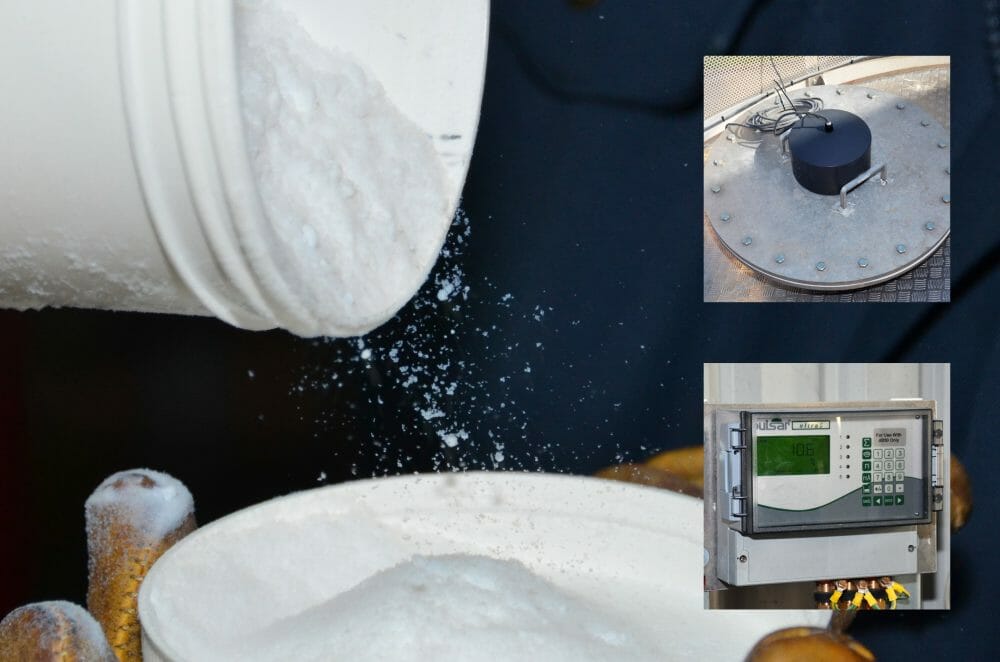
Pulsar’s approach was to supply their highest power transducer, the dB50, along with an Ultra 5 ultrasonic control unit. The dB50 is designed to measure up to 50 metres, so was putting a great deal of ultrasound energy into the measurement. Even so, the signal that returns to the transducer from the very absorbent silica is very small. Pulsar’s latest generation DATEM echo processing software identifies and dynamically tracks the material level, maintaining a link to the true material level even as it changes and other signals from the internal features of the vessel compete.
Jason Jones, Cabot Carbon’s Electrical Engineer, said, “The Pulsar equipment has cured a headache for us. We were really struggling to find something that worked and was cost-effective, and Pulsar’s kit ticks both boxes.”




